

1.در طول عملیاتتجهیزات دستگاه برش فلز،اگر مشکل نوسان عرضی ابزار وجود داشته باشد، منجر به تولید ابعاد ضعیف می شود، مانند نوسان عرضی ابزار و قطر بیرونی اندازه ابزار متفاوت و ضعیف است.
2.در حین تولید دستگاه برش فلز، ایراد صفحه ی عرضی ورق فولادی وجود دارد که منجر به ابعاد نامناسب عرض می شود. این به دلیل این واقعیت است که اندازه گیری برش محصول در حالت جنگ عرضی از مقدار تنظیم شده ابزار بزرگ است.
3.به دلیل تولید دستگاه برش فلزی است که ست اسپیسر، چاقو و .... خطای تطبیق خاصی دارد. معمولا، فاصله، دقت ضخامت ابزار 0.005. وقتی تعداد قطعات زیاد باشد، خطای تجمعی بزرگتر می شود.
4.به دلیل تنظیمات تلرانس بالا بد است. مهم است بدانید که عرض محصول برش خورده توسط دستگاه برش فلز همیشه کمی کمتر از ابعاد جانبی محصول در حالت تحمل چاقو مطابق است. بنابراین باید میزان این تحمل کمتر را از قبل پیش بینی کرد. در سمت محصول مرجع تعیین اندازه فاصله دهنده زمان چاقو.
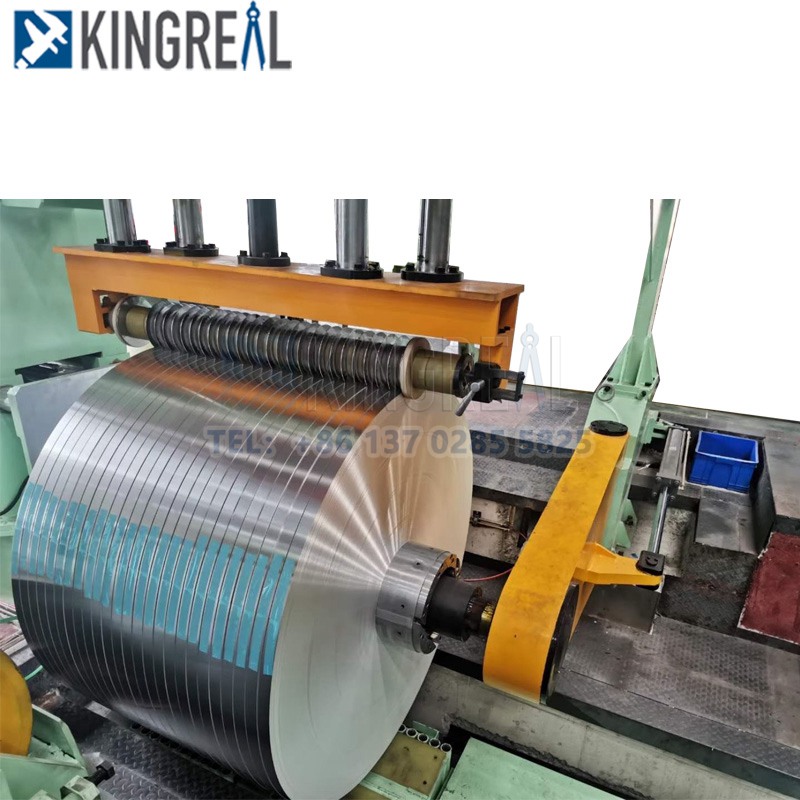
5.برای در نظر گرفتن روش برشی مورد استفاده. در مقایسه، اگر تجهیزات برش فلزی از نوع کشش مستقیم برش استفاده کنند، کشش سیم پیچ فولادی افزایش مییابد، صفحه جنگ عرضی ناپدید میشود و اندازه به افراد ضعیف کاهش مییابد.
به دلایل فوق، می توان با روش های زیر بهبود داد:
1.دستگاه برش فلز را به طور مرتب نگهداری و سرویس کنید تا از عملکرد عادی و دقت تجهیزات اطمینان حاصل کنید.
2.تقویت آموزش اپراتورها برای اطمینان از آشنایی آنها با روش ها و مراحل صحیح عملیات.
3.مواد فلزی با کیفیت بالا را انتخاب کنید و آزمایش های کیفی را انجام دهید تا مطمئن شوید که مواد یکنواخت و بدون نقص هستند.
4.به طور مرتب چاقوهای دستگاه برش فلز را بررسی و تعویض کنید تا از نیروی برش و دقت آن اطمینان حاصل کنید.
5.محیطی که در آن دستگاه برش فلز استفاده می شود را کنترل کنید تا تحت تأثیر دما، رطوبت و سایر عوامل قرار نگیرد.



