

کویل فولادی یک محصول فولادی نورد شده است که معمولاً به شکل استوانه ای برای ذخیره سازی، حمل و نقل و پردازش بیشتر نورد می شود. در تولید کلاف فولادی، فولاد به صورت گرم یا سرد به ضخامت نازک و یکنواخت نورد شده و سپس به صورت کلاف نورد می شود.
کویل های فولادی دارای مواد و خواص مختلفی هستند و بسته به کاربرد می توانند فولاد کربنی، فولاد ضد زنگ، فولاد گالوانیزه و بسیاری از انواع دیگر باشند.

کویل های فولادی به طور گسترده در ساخت و ساز، تولید خودرو، لوازم خانگی، لوله کشی و بسیاری از مناطق دیگر استفاده می شود، با کاربردهای رایج از جمله تولید صفحات فولادی، لوله ها و سایر محصولاتی که نیاز به فولاد تخت دارند. به طور کلی، قبل از اینکه یک کلاف فولادی به تولید برسد، باید فرآیند شکاف، شکاف به عرض مناسب و در نهایت سیم پیچی را طی کند که این امر توسطدستگاه برش کویل فولادی.
دلایل اینکه کویل های فولادی باید به کویل های کوچکتر تقسیم شوند چیست؟
1. تطبیق نیازهای عرضی مختلف: بسیاری از کاربردهای پایین دستی دارای الزامات خاصی برای عرض نوار فولادی هستند و شکاف دادن اجازه می دهد تا نوارهای باریک تری تولید شوند که این الزامات را برآورده کنند. به عنوان مثال، در خودروسازی و تولید لوازم الکترونیکی، عرض فولاد باید بسیار دقیق باشد تا قطعات مختلف در خط تولید قرار گیرد.
2. بهبود راندمان پردازش: نوارهای کوچکتر برای پردازش بیشتر در ماشین های خاص آسان تر است، به خصوص هنگام سیم پیچی، مهر زنی یا برش. نوارهای فولادی اسلیتر را می توان با انعطاف پذیری بیشتری در فرآیندهای مختلف پردازش قرار داد، ضایعات را کاهش داد و راندمان تولید را بهبود بخشید.
3. کاهش مشکلات حمل و نقل و ذخیره سازی: کویل های فولادی عریض حمل و نقل و نگهداری آنها دشوارتر است، برش دادن آنها به نوارها مدیریت و بارگیری آنها را آسان تر می کند، فضای کمتری را اشغال می کند و ایمن تر است.
4. کاهش ضایعات مواد: در تولید محصولات نهایی، استفاده از نوارهای کوچک از پیش نمره گذاری شده می تواند میزان مواد مصرفی را با دقت بیشتری کنترل کند و ضایعات اضافی مواد را کاهش دهد و در نتیجه در هزینه ها صرفه جویی شود.
فرآیند تولید دستگاه برش فولادی شامل چه مواردی است؟
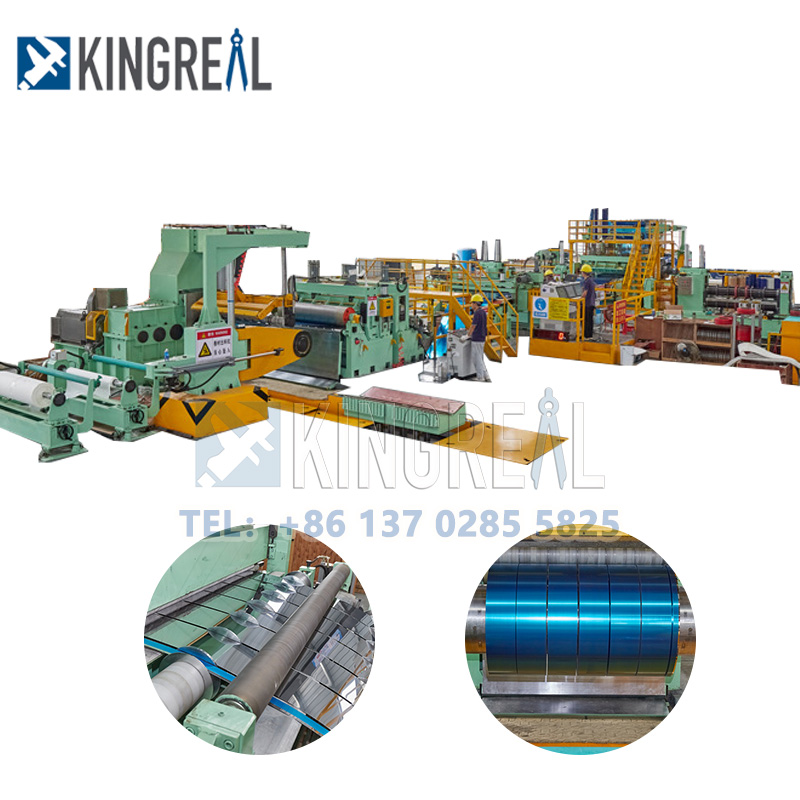
تولید دستگاه برش فولادی برای برش کویلهایی با ضخامتهای مختلف به عرضهای خاص استفاده میشود تا با توجه به نیازهای تولید واقعی پیچ شوند. به منظور تعیین دقت فرآیند برش، فرآیند تولید دستگاه برش فولادی شامل سیم پیچ، باز کردن، تسطیح، سوراخ کردن، بریدن، پیچیدن لبه های زائد، جداسازی، کشش و در نهایت پیچیدن مواد سیم پیچ است. در طول فرآیند تولید و پس از آن، معمولاً بازرسی کیفیت برای بررسی عرض، تحمل و شرایط لبه شکاف مورد نیاز است تا اطمینان حاصل شود که محصول با مشخصات مطابقت دارد. اسلیتر فرآیند اصلی دستگاه برش فولادی است که در آن نوارهای فلزی توسط چاقوهای برش بریده می شوند. چاقو سیم پیچ را به نوارهای کوچک و یکنواخت در عرض از پیش تعیین شده برش می دهد. دقت و کیفیت چاقوی برش تاثیر زیادی در دقت اندازه محصول نهایی و صاف بودن لبه ها دارد.
شایان ذکر است که برای پردازشگرهای مواد اولیه اغلب بیش از یک تقاضا برای برش وجود دارد که وزن، ضخامت، مواد، عرض و عرض و تعداد شکافها متفاوت است. به منظور پاسخگویی به انواع تجهیزات مختلف پردازش مواد خام، دستگاه برش فولادی با توجه به ضخامت مواد اولیه معمولاً می تواند به سه دسته اصلی تقسیم شود که اساساً قادر به پوشش بیشتر بازار تقاضای کارخانه های فرآوری مواد خام است:
ضخامت سیم پیچ: 0.2-3 میلی متر
ضخامت سیم پیچ: 3-6 میلی متر
ضخامت سیم پیچ: 6-16 میلی متر
چگونه دستگاه برش فولادی مناسب را برای کارخانه فرآوری مواد خام خود انتخاب کنیم؟
1. پارامترهای مواد خام خود را تعیین کنید
- مواد کویل
- ضخامت کویل
- عرض سیم پیچ
- وزن کویل
2. الزامات فرآوری مواد خام را تعیین کنید
- حداقل عرض نوار
- شماره نوار
3. تعیین اینکه آیا نیازهای تولید اضافی دیگری وجود دارد یا خیر:
- دقت بالا
- سرعت بالا
اسلتر استیل KINGREALبه عنوان یک تولید کننده حرفه ای ماشین آلات برش کویل، متعهد به ارائه مشاوره تولید حرفه ای به مشتریان است و دائماً حرفه ای بودن و کیفیت تولید آنها را بهبود می بخشد تا اطمینان حاصل شود که می توانیم به دنبال مزایای تولید طولانی مدت برای مشتریان خود باشیم و به یک محصول طولانی مدت تبدیل شویم. شریک مدت



